

Нәрсә ул?
Ялган металлны (яки башка материалларны) югары температурада җылытып, аннары чүкеч яки кирәкле формага бастырып формалаштыру процессын аңлата. Ялгану процессы гадәттә кораллар, кораллар, машина детальләре кебек көчле һәм чыдам әйберләр ясау өчен кулланыла. Металл йомшак һәм йомшак булганчы җылытыла, аннары анвилга куела һәм чүкеч яки пресс ярдәмендә форма ясала.
Ялган төрләр
Ялган - металл формалаштыру процессы, анда металл материал пластик хәлгә җылытыла һәм аны кирәкле формага деформацияләү өчен көч кулланыла. Төрле классификация ысуллары буенча, ясалуны төрле төрләргә бүлеп була, түбәндәге кайбер уртак классификация ысуллары:
- Ялган процесс вакытында металлның торышы буенча, ясалуны түбәндәге төрләргә бүлеп була:
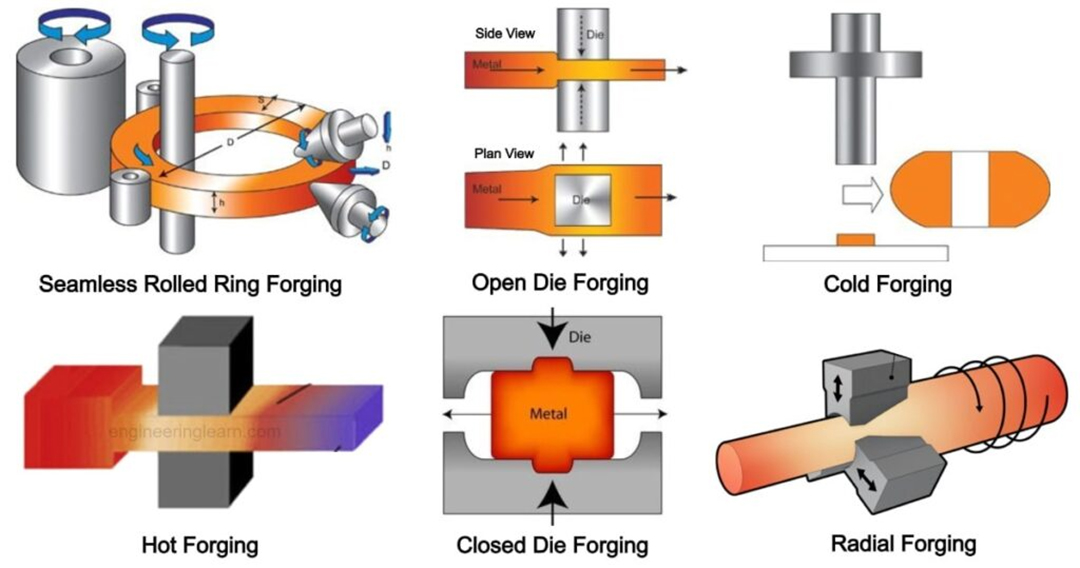
Салкын ясалма: Салкын ясалма - запас эшкәртү һәм аны ачык үлемгә кысу өчен металл эш техникасы. Бу ысул металлны кирәкле формада формалаштыру өчен, атмосфера температурасында яки металлның рестрализация температурасы астында була.
Кайнар ясалма: металл материалларны пластикрак итәр өчен билгеле температурада җылыту, аннары чүкеч, экструзия һәм башка эшкәртү эшләрен башкару.
Armылы ясалу: Салкын суыту белән кайнар ясалма арасында металл материал пластилизацияләнүне җиңеләйтү өчен түбән температурада җылытыла, аннары чүкеч, экстрадиция һәм башка процесслар башкарыла.

- Төрле ясалыш процесслары буенча, ясалуны түбәндәге төрләргә бүлеп була:
Ирекле ясау: шулай ук ирекле чүкеч ясау дип тә атала, чүкеч башына ирекле төшү аркасында металлны чүкеч һәм экстрадицияләү ысулы.
Forging forging: металл материалны формалаштыру ысулы.
Төгәл ясалыш: югары төгәллек һәм югары сыйфатлы таләпләр белән детальләр җитештерү өчен ясалма ысул.
Пластик формалаштыру: әйләндерү, сузу, мөһерләү, тирән рәсем ясау һәм башка формалаштыру ысулларын кертеп, ул шулай ук ясалма ысул булып санала.
- Төрле ясалма материаллар буенча, ясалуны түбәндәге төрләргә бүлеп була:
Бакыр ясау: бакыр һәм аның эретмәләрендә төрле ясалу процессларын аңлата.
Алюминий эритмәсе ясау: алюминий һәм аның эретмәләре өчен төрле ясалыш процессларын аңлата.
Титан эритмәсе ясау: титан һәм аның эретмәләре өчен төрле ясалыш процессларын аңлата.
Дат басмас корыч ясау: дат басмаган корыч һәм аның эретмәләре өчен төрле ясалыш процессларына карый.
- Төрле ясалма формалар буенча, ясалуны түбәндәге төрләргә бүлеп була:
Фатир ясау: металл материалларны билгеле калынлык һәм киңлек буенча яссы формага бастыру.
Конус ясау: металл материалны конус формасына бастыру.
Бөкләү ясау: металл материалны бөкләп кирәкле формага формалаштыру.
Шакмак ясау: металл материалны боҗра формасына ясау.
- Төрле ясалма басым буенча, ясалуны түбәндәге төрләргә бүлеп була:
Марка: түбән басым астында металл эшкәртү, гадәттә нечкә металл өлешләр җитештерү өчен яраклы.
Урта басым ясау: мөһерләүгә караганда зуррак басым таләп итә һәм гадәттә урта калынлыктагы өлешләр җитештерү өчен яраклы.
Pressгары басым ясау: Форгинг күп басым таләп итә һәм калынрак өлешләр җитештерү өчен яраклы.
- Төрле ясалма кушымталар буенча, ясалуны түбәндәге төрләргә бүлеп була:
Автомобиль детальләрен ясау: Машинада кулланырга кирәк булган төрле детальләр җитештерегез, мәсәлән, двигатель детальләре, шасси детальләре һ.б.
Аэрокосмик ясалыш: самолетлар, ракеталар һәм башка аэрокосмик җайланмалар җитештерү өчен кирәкле өлешләр.
Энергия ясау: төрле энергия җиһазларында кирәк булган җитештерү өлешләре, казан, газ турбиналары һ.б.
Механик ясалма: Төрле механик җиһазларда кулланырга кирәк булган җитештерү өлешләре, мәсәлән, подшипниклар, приборлар, тоташтыргыч таяклар һ.б.
1. Көч һәм ныклыкны яхшырту:Ялган металлның механик үзлекләрен яхшырта, аны ныгыта һәм ныграк итә ала.
2. Төгәл формалаштыру:Ясалма металлны төгәл формалаштырырга мөмкинлек бирә, бу махсус формалар һәм зурлыклар белән детальләр җитештерүдә мөһим.
3. Яхшыртылган материаль үзлекләр:Ясу процессы коррозиягә каршы тору һәм киемгә каршы тору кебек металлның матди үзлекләрен яхшырта ала, аны куллану таләп итә.
4. Калдыкларның кимүе:Башка металл эшкәртү процесслары белән чагыштырганда, ясау аз калдыклар чыгара һәм чыгымнарны киметергә ярдәм итә торган материалны яхшырак кулланырга мөмкинлек бирә.
5. Яхшыртылган өслек бетү:Ялгану бер-берсенә туры килергә яки бер-берсенә каршы сикерергә кирәк булган өлешләр өчен шома өслеккә китерергә мөмкин.
6. Производство эффективлыгын арттыру:Технология ясау алгарышлары белән процесс тизрәк һәм нәтиҗәлерәк булды, бу җитештерү күләмен арттырырга мөмкинлек бирде.